The effect of palm kernel shell ash on the mechanical properties of as-cast aluminium alloy matrix composites
Isiaka Oluwole OLADELE* and Avwerosuoghene Moses OKORO
Metallurgical and
Materials Engineering Department,
E-mails: wolesuccess2000@yahoo.com*; okoromo@gmail.com;
* Corresponding author
Abstract
The present work describes the effect of palm kernel shell ash (PKSA) as reinforcement on the mechanical properties of As-cast aluminium alloy. Recycled aluminium alloy from cylinder of an automotive engine block was degreased by using premium motor spirit (PMS) also known as petrol, washed thoroughly with soap and water and sun dried for 5 days. The palm kernel shell was screened of dirt and other unwanted foreign materials before being roasted in furnace. The ash was further pulverized by laboratory ball mill machine followed by sieving to obtain particle sizes of 106 µm and divided into two parts. One portion was treated with NaOH solution while the other part was left as untreated before they are used to reinforced molten aluminium alloy in predetermined proportions. The newly developed composites were characterized with respect to their mechanical properties in response to the tests that were carried out on them. The results indicate that palm kernel shell ash can be used as potential reinforcing material for automobile applications.
Keywords
Aluminium matrix composites; Mechanical properties; Palm kernel shell ash; Reinforcement
Introduction
Metal Matrix Composites (MMCs) are used in a broad range of high performance applications today which includes: transportation, aerospace and defense. Most of their present applications are in aviation, ground transportation, electronics, and sports industries. The usage of MMCs was over 3.5 million kg in the year 2004 and is increasing at an annual growth rate of over 6% [1]. The applications of metal matrix composites in aeronautics have been established in the aerostructural, aeropropulsion and subsystem categories. For example, ventral fins and fuel access door covers in F-16 aircrafts; rotor blade sleeves and 2 swash plates in the Eurocopter EC120 and N4 helicopters; fan exit guide vanes for the Pratt and Whitney 4084, 4090 and 4098 engines used in Boeing 777 [2]. MMC are metals reinforced with other materials such as other metals, ceramics or organic compounds. They are made by dispersing the reinforcements in the metal matrix. Reinforcements are utilized to improve the properties of the base metal like strength, stiffness, conductivity and many more. The reinforcement of aluminum alloy 7075 with short basalt fibers resulted in the improvement of the mechanical properties such as the tensile strength, hardness, young modulus of the aluminum alloy 7075 when compared with the unreinforced sample [3]. Aluminum and its alloys have attracted most attention as base metal in metal matrix composites [4]. Aluminum MMCs has lightweight and are widely used in aircraft, aerospace, automobiles and structural applications such as window frames and roofing sheets [5]. A good reinforcement material is known to be stable in a given working temperature and non-reactive too. The most commonly used reinforcements for Al-MMCs are Silicon Carbide (SiC) and Alumina (Al2O3). Silicon carbide reinforcement increases the tensile strength, hardness, density and wear resistance of Al and its alloys [6]. The particle distribution also plays a very vital role in the properties of the Al-MMC and is improved by intensive shearing. Alumina (Al2O3) reinforcement has good compressive strength and wears resistance. Fibers are another important class of reinforcements, as they satisfy the desired conditions and transfer strength to the matrix constituent influencing and enhancing their properties as desired. Zircon is usually used as hybrid reinforcement since it increases the wear resistance of aluminum significantly [7]. In the last decade, the use of fly ash reinforcements has been increased due to their low cost and availability as waste by-product in thermal power plants. It increases the electromagnetic shielding effect of the Al MMC.
The growing concern of resource depletion and global pollution has dared many researchers and engineers to seek and develop new materials relying on renewable resources. These include the use of by-products and waste materials in construction. Many of these by-products are used as fillers for the production of acceptable mix design. With the global economic recession coupled with the market inflationary trends, the constituent materials used for these mix design had led to a very high cost of construction. Hence, researchers in material science and engineering are committed to having local materials to partially or fully replace these costly conventional ones [8]. Several successes have been made in these regards and this subject is drawing attention due to its functional benefit of waste reusability and sustainable development. Reduction in construction costs and the ability to produce adequate mix are added advantages [9, 10]. To assessed the performance of palm kernel shells as a partial replacement for coarse aggregate in asphalt concrete, various investigation had been carried out to ascertain the suitability of palm kernel shells as aggregates in light and dense concrete for structural and non-structural purposes [11]. Other similar efforts in the direction of waste management strategies include structural performance of concrete using oil palm shell (OPS) as lightweight aggregate. In addition, other materials explored in partial replacement for concrete aggregates include cow bone ash, palm kernel shells, fly-ash, rice husk, and rice straw as pozzolanic materials. The use of coconut husk ash, corn cob ash and peanut shell ash as cement replacement has also been investigated [12, 13]. The use of palm kernel shell particles has resulted the enhancement of the mechanical properties of recycled materials such as Polyethylene [14]. Palm kernel shell has been characterized and reported to possess surface elements, morphologies and crystalline qualities that is required for materials fillers in construction and absorptions industries [15]. Nigeria is endowed with a lot of minerals and agro-based resources that could be used in the development of environmental-friendly composite materials such as Eco-pad used in modern vehicle braking systems. As of 2009, Indonesia was the largest producer of palm oil, [16] surpassing Malaysia in 2006, producing more than 20.9 million tones. Food Agriculture Organisation (FAO) data showed production increased by over 400 % between 1994 and 2004, to over 8.66 million metric tones. In 2008, Malaysia produced 17.7 million tons of palm oil on 4,500,000 hectares of land, and was the second largest producer of palm oil, employing more than 570,000 people. Malaysia is the world's second largest exporter of palm oil. As of 2011, Nigeria was the third-largest producer, with more than 2.5 million hectares (6.2×106 acres) under cultivation. Until 1934, Nigeria had been the world's largest producer. From the above statement, large quantities of cracked palm kernel shell (PKS) are therefore generated by the producers. The PKS are obtained after extraction of the palm oil, the nuts are broken and the kernels are removed with the shells mostly left as waste. The PKS are hard stony endocarps that surround the kernel and the shells come in different shapes and sizes [17].These shells are mainly of two types the “Dura” and “Tenera”. The Tenera is a hybrid which has specially been developed to yield high oil content and it has a thin shell thickness compared to Dura type. There are several efforts being made towards the utilization of the PKS. Some of the areas where palm kernel shell are used or are being considered for use include: automobile disk brake pad, carbon activation for water purification, concrete ingredient in building industry, fuel for heat generation [18], thermal insulator and many more. The shell is made up of 33 % charcoal, 45 % pyro ligneous liquor and 21 % combustible gas [19]. The choice of the local product as reinforcement for aluminum is based on the large quantity of oil palm grown in Nigeria. These agricultural wastes (waste biomass) impact negatively on the environment because of indiscriminate disposal of such wastes. Hence producing reinforcement materials from these wastes is an alternative method of waste reduction and reuse. This paper, therefore, studies the effect of palm kernel shell ash as reinforcement on the mechanical properties of as-cast aluminum matrix composites using recycled cylinder of an automotive engine block. Aluminum metal matrix composites have played a dominant role for a long time in a variety of applications for their high specific strength and modulus. The fibers which serve as a reinforcement in reinforced metals may be synthetic or natural. Past studies show that only synthetic fibers such as silicon carbide, carbon and many more have been used in fiber-reinforced metals.
However, this research was carried out to make use of palm kernel shell, a natural fiber that is readily available in Nigeria as reinforcement in recycled aluminum alloy matrix. Natural fibers are not only strong and lightweight but also cheap relatively. The use of recycled cylinders from engine block will aid environmental pollution control.
Material and method
Materials used for this work includes, 40 kg of cylinders of automobile engine block which was acquired from Autotech mechanic workshop in Akure, Nigeria, 6kg of palm kernel shells were also acquired from Ijare community in Ondo State, Nigeria, 20g of sodium hydroxide and 10 liters of distilled water were purchased from Pascal Laboratory Akure, and the equipment used which where sourced from the Federal University of Technology Akure, Nigeria includes: diesel fired crucible lift furnace, muffle furnace, water shaker bath, ball mill, sieve, sieve shaker, grinding machine weighing machine, lathe machine and polishing machine and metallic molds, while the metallurgical microscope, Rockwell hardness testing machine, instron universal tensile testing machine, x-ray diffraction machine were sourced from Obafemi, Awolowo University, Ile-Ife, Nigeria.
Preparation of materials: Aluminum alloy
As-received aluminum alloy from a cylinder of an automobile engine block is degreased by using PMS and then washed thoroughly with soap and water followed by sun drying for 5 days. Before use, composition analysis was carried out as shown in Table1.
Spark test
Spark Test was carried out on the As–Received aluminum sample by placing the sample in an ionization chamber containing Argon and then sparked. A spectrum reader shows the composition using a spectrometer; this is then interpreted to reveal the composition of the As- Received Sample as shown in Table 1.
Table 1. Chemical composition of as- received aluminum alloy (Wt. %)
|
Elements |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Al |
|
Composition (%) |
6.52 |
4.43 |
3.88 |
0.5 |
0.29 |
0.01 |
0.01 |
0.46 |
0.15 |
91.5 |
Observation
The Spark test result reveals Al-Si Eutectic Composition. This was as a result of Silicon having the highest wt% next to aluminum from among the alloying elements. The presence of copper with about 3.8wt % helps in the improvement of strength and hardness. It also aids the machinability and resistance to hot tear during solidification process. Also, Magnesium with about 0.29 wt% aids strengthening and hardening of aluminum castings due to the formation of Mg2Si when heat treatment is carried out. Titanium are used to refine primary aluminum grains while manganese and chromium changes the morphology of the iron Al5FeSi phase from its typical platelets/acicular form to a more cubic Al5(MnFe)3Si2 form that is less harmful to ductility. Nickel, as minor element, serves aid the improvement of the corrosion resistance.
Palm kernel shell
The palm kernel shell was screened of dirt and other unwanted foreign materials and roasted in the roasting furnace. The ash produced was further pulverized using laboratory ball mill machine and sieved to obtain particle sizes of 106 µm. The PKS ash was divided into two and one part was treated with 1M NaOH solution while the other half was left and used as untreated.
Chemical treatment of palm kernel shell ash
The palm kernel shell ash was chemically treated using 1M NaOH solution in a shaker water bath maintained at 50 OC for 4 hours. The process was carried out by dissolving 50 grams of NaOH in 1dm3 of distilled water. Then the palm kernel shell ash was added to the NaOH solution and maintained at the stated conditions.
X-ray diffraction test
A focus X-ray beam is shot at the sample at a specific angle of incidence. The X-ray deflects or diffracts in various ways depending on the crystal structure (inter-atomic distance) of the sample. The locations (angle) and intensity of the diffracted rays are measured. Various compounds have a unique diffraction pattern. In order to identify a substance, the diffracted x-rays are compared with that of the data base.
Table 2. Chemical composition of as- received palm kernel shell ash (%)
|
Compound |
SiO2 |
Al2O3 |
Fe2O3 |
P2O5 |
CaO |
TiO2 |
MgO |
Na2O |
K2O |
Cl |
MnO |
C |
|
Composition (%) |
31.73 |
3.46 |
1.78 |
2.57 |
20.27 |
12.39 |
1.01 |
1.38 |
1.51 |
0.08 |
1.27 |
12.55 |
Observation
From the X-Ray diffraction of palm kernel ash result, the presence of compounds like SiO2, CaO, TiO2 and Al2O3 as well as C in higher proportions will aid the strengthening potential expected from the PKSA. These compounds also support the reason why the PKSA has a slightly refractory property.
Mold preparation
Tensile test mold with dump bell shape was produced from cast iron into which the molting metal was poured. Cast iron was selected based on its higher melting point than that of aluminum and since metal mold usually gives better surface finish for the cast products.
Composites development
The composites were developed by blending the materials in predetermined proportions as stated under charge calculation analysis above. The aluminum alloy based cylinder engine block was melted using diesel fuel burner furnace. Chemically treated and untreated palm kernel ash is being added at varying percentages of; 5, 10 and 15 respectively to the molten aluminum alloy after which it was properly stirred for 5 minutes before being poured into the metal mold. After the casting, the composites were allowed to solidify before being removed from the mold. The mold contains 6 cavities from where 6 samples were produced for each composition.
Composites formulation
For the production of the composites, the formulation consists of the seven series of various samples which are: 5U, 5T, 10U, 10T, 15U and 15T while the control sample was denoted as CS. T- denotes Treated Palm Kernel Shell Ash, while U- denotes Untreated Palm Kernel Shell Ash. The compositions are shown in Table 3.
Table 3. Formulation table for the developed composites
|
Samples |
Aluminium Alloy Matrix (%) |
Palm Kernel Shell Ash (%) |
|
CS |
100 |
|
|
5U |
95 |
5 |
|
5T |
95 |
5 |
|
10U |
90 |
10 |
|
10T |
90 |
10 |
|
15U |
85 |
15 |
|
15T |
85 |
15 |
Mechanical testing of samples
The composite samples developed and the control sample were tested in various machines for tensile, impact and hardness tests as well as metallographic examination of the fractured surfaces.
Tensile test
Tensile Test was carried out using Instron Universal testing machine which has a 100 KN load frame, that requires specimen configuration that has wedge grips fixtures at both ends, it also contain several strain gauge extensometers and a Merlin software which was loaded into the machine for data collections and analysis features. Three (3) samples were tested for each composition from which the average value was taken to be the representative value.
Impact test
The developed composites were machined to impact test specimen with a notch at the middle. The samples were tested using the impact testing machine by applying sudden energy so as to break the sample. Three (3) samples were tested for each composition from where the average value was taken to be the representative value.
Hardness test
Hardness of the samples was determined by cutting out part of the samples and using Rockwell hardness testing machine. The machine measures the ability of the sample to resist penetration by measuring the depth of indention. Three (3) samples were tested for each composition from where the average value was taken to be the representative value.
Metallographic examination
Microstructure of the developed composites were examined after the samples have been grounded using Abrasive Paper from the coarse to the finest grit sizes, the 240, 320, 400 and 600 were used to smoothen the surfaces followed by polishing using velvet cloth with micron alumina paste and, finally using a diamond paste. The samples were etched using 2 % NaOH to reveal the grain structure of the aluminum alloy when viewed.
Results
Hardness test
One of the major mechanical test carried out on the developed composites is hardness test. This was done because the material in service will be exposed to wear. Hardness is a characteristic of a material, not a fundamental physical property. It is defined as the resistance to indentation, and it is determined by measuring the permanent depth of the indentation. In this research, Rockwell hardness tester was utilized to analyze the hardness of the produced composite. The Rockwell test method can be used on all metals except in conditions where the test metal condition would introduce too many variations: where the indentation will be large for the application or the sample size or sample shape prohibit it use. This method measures the permanent depth of indentation produced on the sample. The results were as shown and discussed below.
Figure 1. Hardness properties of the developed composites and the control sample
Figure 1 shows the hardness results for the samples. From the results, it was observed that sample 5T with composition (95:5) weight percent has the highest hardness with a value of 325 HRA. This was followed by sample 5U with composition (95:5) weight percent and value 321 HRA. Control sample CS which has aluminum alloy alone was with a hardness value of 309 HRA. With these results, it is obvious that the addition of treated PKSA to the aluminum alloy is the best for the development of good and strong composites for automobile application. Also from the result, it was observed that the treated PKSA reinforced the Al-matrix phase better than the untreated one which is as result of the greater force of adhesion between the treated PKSA and the aluminum alloy matrix compared to untreated PKSA. From the Figure, it was seen that the hardness of the aluminum alloy was enhanced by the PKSA up to 5wt% fraction after which there was reduction as the weight fraction of the reinforcement increases from 10 to 15 weight percent. This observed performance was due to the fact that the reinforcement was uniformly dispersed within the matrix phase which probably resulted into the uniform load distribution within the matrix and the reinforcement phase that led to a high hardness value of the produced composite. But when the weight fraction was increased it was observed that the hardness value of the developed composite declined which was probably as a result of overcrowding of the reinforcement within the matrix of the produced composites which eventually reduces the efficiency of the load distribution capacity of the PKSA and Al-matrix.
Impact test
This method is utilized for determining the behavior of material subjected to shock loading in bending, tension, or torsion. The quantity usually measured is the energy absorbed in breaking the specimen in a single blow, as in the Charpy Impact Test, Izod Impact Test, and Tension Impact Test. In this research, izod impact test was used to ascertain the impact strength of the produced composites.
Figure 2. Variation of Impact Strength with the Developed Composites and the Control Sample
Figure 2 shows the impact strength for the samples. From the result it was observed that sample 15T shows the highest impact strength of 18.38J with a composition of 15wt% of treated PKSA added to Al-Si alloy. This was followed by 10T with impact strength of 13.22 J with a composition of 10wt% of treated PKSA added to Al-Si alloy. Control sample was observed to possess the lowest impact strength of 6.8 J. The results of the impact strength for the composites revealed that the impact strength of the composites increases as the weight fraction of the reinforcement was increased. Also, the result shows that treated PKSA reinforcement enhances the impact strength of the produced composite than the untreated reinforcement and this is as a result of the high force of adhesion between the treated palm kernel shell ash and the aluminum alloy matrix which eventually brought about the high impact strength of the produced composites. Comparing the response of the materials to both impact strength and hardness, it was observed that, the sample from among the developed composites with the best impact strength was the one with the least hardness while sample with the best hardness happened to be the one with the least impact strength. This was in agreement with literature findings.
Tensile test
A tensile test, which is also called tension test, is probably the most fundamental type of mechanical test you can perform on material. Tensile tests are simple, relatively inexpensive, and fully standardized. By pulling a material at both end, we will instantaneously determine how the material will react to forces being applied in tension. As the material is being pulled, you will find its strength along with how much it will elongate. During the course of this research, the tensile strain and stress at various point are examine to study the tensile properties of the developed composite. Figures 4-8 show the response the materials to tensile properties.
Figure 3. Variation of tensile stress at peak with the developed composites and the control sample
The response of the materials to tensile stress at peak was as shown in Figure 3 from where it was seen that 5U with a value of 359.07MPa has the best result. This was followed by the unreinforced aluminum alloy with a value of 268.31MPa which marginally lead 5T and 10T that has values 263.62MPa and 262.48MPa respectively.
The response of the materials to tensile strain at peak was displayed in Figures 4. The results showed that 5T has the best strain property with a value of 0.08695 mm/mm with a composition of 5wt% of treated palm kernel ash added to Al-Si alloy. This was followed by 5U with a value of 0.05426 mm/mm and 10T with a value of 0.04945mm/mm. This gave a marginal lead to the control sample (CS) with a value of 0.04584 mm/mm. The tensile stress and strain properties results revealed that the use of 5wt% and preferably from treated PKSA was the best for optimum performance.
Figure 4. Variation of tensile strain at peak with the developed composites and the control sample
Figure 5. Variation of modulus of elasticity with the developed composites and the control sample
The response of the materials to modulus of elasticity was shown in Figures 5. The results showed that 5U has the best modulus of elasticity property with a value of 328.52MPa being developed from composition of 5wt% of untreated PKSA blended with Al-Si alloy. Next to this was sample denoted as 15U with a value of 297.49MPa and sample denoted as 5T with a value of 274.96MPa. These samples, when compared to the unreinforced as-cast aluminum alloy with a value of 225.10 MPa correspond to high enhancement of the modulus of elasticity for the materials. The improvement amounted to about 45 % from the sample with the best result.
Metallographic examination
Optical microscope was used to view the surface morphology of the samples from where the following different structures were observed. The structures aid the understanding of the reasons why the properties of the developed composites differ.
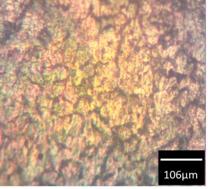
Plate 1. Show the microstructure of as cast Al-Si alloy (640×)
The structure from Plate 1 shows that the Si phase in the Al alloy matrix is partially evenly distributed, revealing partial formation of Si at the grain boundaries. The effect of silicon in the aluminum matrix is to aid flow ability during casting operation. It also improves alloy wear resistance.
a) 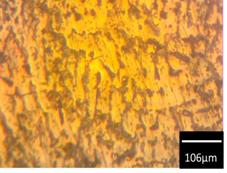 b)
b) 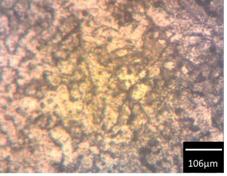
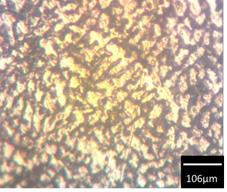
Plate 2. Microstructures of 5 wt% untreated (a) and treated (b) PKSA reinforced composites (640×)
There is uniform distribution of the PKSA phase in the Al-matrix with the formation of well blended PKSA/Al structures. These structures were responsible for the good response in the mechanical properties of these composites in terms of hardness and tensile. These were made possible because the particles were able to aid the matrix in bearing the applied load.
Plate 3 revealed the Microstructures of 10wt% untreated (a) and treated (b) PKSA reinforced composites. From the revelation, it was observed that, the particles were more present in the untreated PKSA reinforced Al-matrix than for the treated PKSA reinforced Al-matrix. This may be responsible for the weak performance from this sample because the particles forms too much clusters. However, for the treated PKSA reinforced composites, there is well dispersed formation of the particles in the Al-matrix which was responsible for the good impact strength property.
a)
 b)
b) 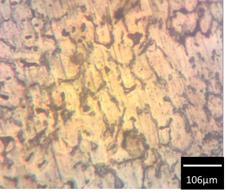
Plate 3. Microstructures of 10wt% untreated (a) and treated (b) PKSA reinforced composites (640×)
a)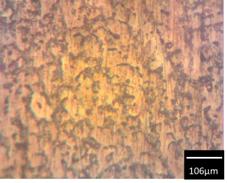 b)
b) 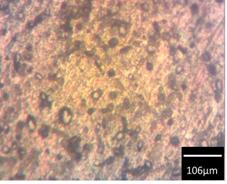
Plate 4. Microstructures of 15wt% untreated (a) and treated (b) PKSA reinforced composites (640×)
Plate 4 revealed the microstructures of 15wt% untreated (a) and treated (b) PKSA reinforced composites, respectively. There is uniform distribution of the PKSA phase in the Al-matrix with the formation of well blended PKSA/Al structures. These structures were responsible for the good response in the mechanical properties of these composites in terms of impact strength and tensile modulus for treated and untreated PKSA reinforced Al-matrix composites.
Conclusions
The results of the investigations on the influence of treated and untreated palm kernel shell ash on the mechanical properties of aluminum composites show that the adopted means to strengthened aluminum alloy has a potential value. Apart from using the combination of waste aluminum alloy engine blocks and palm kernel shell ash which is biodegradable and readily available materials that can be used as low cost reinforcing materials, it was observed that the addition of treated and untreated palm kernel shell ash has a great effect in enhancing the mechanical properties of already used engine blocks when recycled. While treatment of the palm kernel shell ash enhances the impact strength, tensile strain and hardness, the untreated palm kernel shell ash improves the tensile and hardness properties. These shows that the combination of these selected environmentally friendly materials are promising materials for automobile applications.
References
1. Gupta N., Satyanarayana K. G., Materials C. Symposium Review: Solidification Processing of MMCs, Journal of Materials Science, 2006, 58, p. 91-93.
2. Hasan Alhashmy, Fabrication of Aluminium Matrix Composites (AMCs) by Squeeze Casting Technique Using Carbon Fiber as Reinforcement, a master thesis in Mechanical Engineering, Ottawa-Carleton Institute for Mechanical and Aerospace Engineering University of Ottawa Ottawa, Canada July 2012.
3. Vannan E. S., Vizhian P. S., Microstructure and Mechanical Properties of as Cast Aluminium Alloy 7075/Basalt Dispersed Metal Matrix Composites, Journal of Minerals and Materials Characterization and Engineering, 2014, 2, p. 182-193.
4. McDanels D. L., Analysis of stress-strain, fracture and ductility behaviour of aluminium matrix composites containing discontinuous SiC reinforcement, Metallurgical and Materials Transaction A, 1985, 16, p. 1105-1115.
5. Brian R., Yuen H. C., Lee W. B., The processing of metal matrix composites -an overview, Journal of Materials Processing Technology, 1997, 63, p. 339-353.
6. Narayana M. S. V., Nageswara R. B., Kashyap B.P., On the hot working characteristics of 6061Al-SiC and 6061–Al2O3 particulate reinforced metal matrix composites, Journal of Composites Science and Technology, 2003, 63(1), p. 119-135.
7. Sanjeev D., Siddhartha D., Karabi D., Abrasive Wear of Zircon Sand and Alumina Reinforced Al–4.5wt% Cu Alloy Matrix Composites - A Comparative Study, Journal of Composites Science And Technology, 2007, 67(3), p. 746-751.
8. Nwaobakata C., Agunwamba J. C., Effect of palm kernel shells ash as filler on the mechanical properties of hot mix asphalt, Archives of Applied Science Research, 2014, 6 (5), p. 42-49.
9. Muhamad N. B., Amiruddin I., Riza A. R., Evaluation of Palm Oil Fuel Ash (POFA) on Asphalt Mixtures, Australian Journal of Basic and Applied Sciences, 2010, 4(10), p. 5456-5463.
10. Ndoke P. N., Performance of Palm Kernel Shells as a Partial replacement for Coarse Aggregate in Asphalt Concrete, Leonardo Electronic Journal of Practices and Technologies, 2006, p. 145-152.
11. Agunsoye J. O. , Talabi S. I., Obe A. A., Adamson I. O., Effects of Palm Kernel Shell on the Microstructure and Mechanical Properties of Recycled Polyethylene/Palm Kernel Shell Particulate Composites. Journal of Minerals and Materials Characterization and Engineering, 2012, 11, p. 825-831.
12. Okoroigwe C. E., Saffron C. M., Kamdem P. D. Characterization of Palm Kernel shell for Materials Reinforcement and Water Treatment, Journal of Chemical Engineering and Materials Science, 2014, 5(1), p. 1-6.
13. Falade F., The use of palm kernel shells as coarse aggregate in concrete. Journal of Housing Science, 1992, 16(3), p. 213-219.
14. Kandahl P., Waste materials in hot mix asphalt, National Center for Asphalt Technology, 1992, p. 92-106.
15. Nimityongskul P., Daladar T. U., Use of Coconut Husk Ash, Corn Cob Ash and Peanut Shell Ash as Cement Replacement. Journal of Ferrocement, 1995, 25(1), p. 35-44.
16. Ibhadode A. O. A., Dagwa I. M., Development of Asbestos-Free Friction Lining Material From Palm Kernel Shell, Journal of the Brazilian Society of Mechanical Science and Engineering, 2008, 30(2), p. 166-173.
17. Alangaram U. J., Jumaat M. Z., Mahmud H., Ductility Behaviour of Reinforced Palm Kernel Shell Concrete Beams, European Journal of Scientific Research, 2008, 23(3), p. 406- 420.
18. Okly D. A., Chemical and Biological Characterization of the by-products of Nifor Palm oil. Proceedings of the 1987 international oil palm/palm oil conferences (progress and prospectus) organized by palm oil research institute of Malaysia, Kaula Lumpur.
19. Dagwa I. M., Builders P. F., Achebo J., Characterization of Palm Kernel Shell Powder For Use In Polymer Matrix Composites, International Journal of Mechanical & Mechatronics Engineering, 2012, 12(4), p. 88.