Synthesis and characterization of the mechanical properties of high-density polyethylene based composites reinforced with animal fibers
Avwerosuoghene Moses OKORO1, Isiaka Oluwole OLADELE1, Moshibudi Caroline KHOATHANE2
1 Department of Metallurgical and Materials Engineering, Federal University of Technology, Akure, Ondo State, Nigeria
2 Department of Chemical, Metallurgical and Materials Engineering (Polymer Technology Division), Tshwane University of Technology, Pretoria, South Africa
E-mails: okoromo@gmail.com; wolesuccess2000@yahoo.com; khoathanec@tut.ac.za
Abstract
In order to enhance mechanical properties of polymeric materials for structural applications, brown chicken feather fibers which are considered as waste materials were characterized and utilized to reinforced high density polyethylene. Brown chicken feather fibers (BCFF) were removed from brown chicken feathers by trimming after which part of the fibers were mercerized with 0.1 M KOH solution. The chicken feather fibers were then characterized to ascertain their elemental, crystallinity index and the morphological properties by using Atomic Absorption Spectrophotometer, X-Rays diffraction (XRD) and Scanning Electron Microscopy (SEM) techniques, respectively. The composites were compounded by varying the fibers within the HDPE matrix. Compression moulding method was used to produce the composite samples. The neat and composite samples were characterized to ascertain their tensile and flexural properties in accordance with ASTM D3038M-08 and ASTM D7264M-07 standards. Morphological properties of the developed composites were also analyzed and it revealed that chemical treatment of the chicken feather fibers are potential means of enhancing the reinforcement efficiency of chicken feather fibers for composites productions. The composite samples from the chemically modified chicken feather fibers exhibited the best mechanical properties in terms of tensile properties and flexural strength.
Keywords
Synthesize; Characterization; Mechanical properties; High density polyethylene; Animal fibers
Introduction
The demand for improved properties of materials in recent years has paved way for the synthesis and characterization of innovative materials with matchless and exceptional properties for engineering applications. For the past few decades, research and engineering concerns have been deviating from contemporary monolithic materials to fibre reinforced polymer-based materials due to their exclusive advantages of high strength to weight ratio, non-corrosive property and high fracture toughness. Contemporary composite materials contain high strength synthetic fibers such as carbon, glass and aramid, and low strength polymeric matrix, which have conquered the aerospace, leisure, automotive, construction and sporting industries. Unfortunately, these synthetic fibers have serious limitations such as (i) non-renewable, (ii) non-recyclable, (iii) high energy consumption in the manufacturing process, (iv) health risk when inhaled and (v) non-biodegradable [1]. As a result of the environmental challenges posed by these synthetic fibers, recent research attentions has concentrated on the development of sustainable bio-composite materials since the last decade [2]. Bio-composites are composite materials that contain at least one phase from a biological source. In terms of the fibers, the bio-composites are typically reinforced with either plant fibers [3, 4] such as flax, bamboo, hemp; or animal fibers, such as chicken feather fibers (CFF) [5, 6]. Chicken feathers are commonly considered as waste by-product from poultry farms and are contributing to environmental pollution due to their disposal methods. There are two major methods of disposing chicken feathers, which are burning and burying. Both disposal methods have negative environmental impact [7]. Recent studies on chicken feathers have revealed that CFF are potentials reinforcing materials for composite production since they possessed certain desirable properties which includes; lightweight, good stiffness, high thermal insulation, excellent acoustic properties, non-abrasive behaviour and excellent hydrophobic properties. They also have the lowest density value compared to other natural and synthetic fibers [8-11]. The desirable properties in CFF are traceable to the nature of their structures, which are made up of twisted micro-fibrils forming a helix that is responsible for the fibers high mechanical strength and resilience properties. They also possess unique honeycomb structures, which are responsible for their high thermal resistance properties [12]. Therefore, the use of chicken feather fibers as reinforcement in composites production does not only improve mechanical properties but offer an environmentally benign solution for feather disposal and also benefits the poultry industry for cost reduction. Researchers have utilized chicken feathers with poly (lactic acid) [13], polypropylene [14], to improve the properties of polymeric materials for composite production. Martinez et al, [15] found that the CFF keratin bio-fibers allow a uniform dispersion within and adherence to polymers due to their hydrophobic nature.
Studies have shown that high density polyethylene (HDPE) used in structural applications still have limitation of weak mechanical properties which has engender its incessant failure during service. Therefore, there is need to utilize CFF which possess desirable mechanical properties to enhance the mechanical properties of high density polyethylene for structural applications. In this research, high density polyethylene based composites reinforced with brown chicken feather fibers were synthesized and its mechanical properties were characterized for structural applications.
Material and method
The brown chicken feathers were acquired from poultry in Akure, South-Western Nigeria, the HDPE pellets were purchase from Eurochemical in Lagos State, Nigeria. Teflon sheets and potassium hydroxide (KOH) were procured from Pascal Limited Akure, Nigeria.
Extraction of chicken feather fibers
The brown chicken feathers were sorted out, washed and sun dried for 10 days. The dried chicken feathers were trimmed with pair of scissors to remove the fibers (barbs) from the rachis part of the feathers. Figures 1 (a) and (b) show the brown chicken feather and the extracted CFF.
|
|
|
|
Figure 1. (a) and (b) illustrate the brown chicken feather and the extracted CFF |
|


Chemical modification of the chicken feather fibers
In this research, the trimmed brown CFF were split into two parts of which a fragment was mercerized with 0.1 M KOH solution. The treatment was carried out in a shaker water bath that is set to a temperature of 50oC and maintained for 4 hours. Thereafter the treated fibers were washed with tap water and then dipped in distilled water to obtained neutral status followed by sun drying for 10 days.
Mineral analysis for the fibers
Mineral analysis was carried out on the untreated brown CFF by acid digestion of 2g of the fibers samples that were then converted to ground form (ash). This was mixed with a mixture of nitric acid, sulphuric and pechloric acid in the ratio 4:1:1 till a clear solution was attained. The solution was allowed to cool and then passed into a 100ml glass beaker which contains de-ionized water. Copper, iron, zinc and magnesium were determined using Atomic Absorption Spectrophotometer analyser while potassium was determined by titrimetric method. The potassium was obtained by utilizing the ash form of the brown CFF; the ash was brought up to 100 ml with distilled water. 1ml of the solution was taken and diluted again to 100 ml. The flame photometer was adjusted to give a reading of 100 with the standard 10 ppm solution and read the sample solution. The carbon content was obtained by subtracting the ash content from 100. The mineral content of the CFF was read in part per million (ppm).
X-ray diffraction analysis of the fibers
Untreated and treated brown CFF was chopped into fine particles and compressed into disks using a cylindrical steel mould (Ø=15mm) with an applied pressure of 32 MPa. A Philips X’Pert diffractometer fitted with a ceramic X-ray diffraction tube was used to assess the influence of the alkaline treatment on fibers crystallinity. The diffracted intensity of Cu Kα radiation (wavelength of 0.1542 nm) was documented between 5º and 40º (2θ angle range) at 40 kV and 40 mA.
Production of composites
The composite samples were synthesized by hand lay-up method using compression moulding machine. Varied fibre content of 2, 4, 6, 8 and 10 wt% were randomly dispersed in the matrix as shown in composition Table 1. Both the treated and untreated brown fibers reinforced HDPE composites were developed from these proportions. To produce the composites, each mixture was placed in the mould and then transferred into the preheated compression moulding machine which was set to a temperature of 135ºC. The mixtures were left for 7 minutes so as to flow in the mould after which it was removed from the machine for curing. The samples were formed into the flexural and tensile moulds, respectively. The composite samples were allowed to cool before they were detached from the moulds. The flexural mould used has dimensions of 250×200×3 mm while the tensile mould dimensions were 200×150×3 mm.
Table 1. Formulation of the CFF reinforced HDPE composites
|
Designation of the Composite Samples |
Matrix (wt.% ) |
Reinforcement (wt.% ) |
|
|
C |
100 |
- |
|
|
BFU2 |
BFTK2 |
98 |
2 |
|
BFU4 |
BFTK4 |
96 |
4 |
|
BFU6 |
BFTK6 |
94 |
6 |
|
BFU8 |
BFTK8 |
92 |
8 |
|
BFU10 |
BFTK10 |
90 |
10 |
|
C = Neat sample which contains only HDPE without any reinforcement. BFU = The composite samples that contain HDPE and untreated brown CFF (chicken feather fibers) BFTK = The composite samples that contain HDPE and KOH treated brown CFF |
|||
Tensile test
The stress-strain behaviour and tensile properties of the composites were characterized with the aid of tensile tests in accordance with ASTM D3038M-08 standard method [16]. The test was done at room temperature using universal testing machine, Instron incorporated USA model; Instron-series 3369 operated at a crosshead speed of 0.3 mm/mm and at a strain rate of 10-3/s. Three repeat tests were performed for each composition of the composites produced to verify repeatability and reliability of the data generated.
Flexural test
The flexural strength of the composites was characterized by performing flexural test on three-point bending tests platform. The test was done at room temperature by means of a universal testing machine, Instron incorporated USA model; Instron-series 3369 operated at a crosshead speed of 0.3 mm/mm and at a strain rate of 10-3/s. The testing procedure and flexural strength determination was conducted in accordance with ASTM D7264M-07 standard method [17].
Scanning electron microscope imaging
The treated and untreated fibers as well as the fractured surfaces of the produced composite samples were examined by a Hitachi S-4100 field emission scanning electron microscope (SEM) operated at 5 kV. Samples were mounted on to aluminium stubs with carbon tape and then sputter coated with platinum and palladium to make them conductive prior to SEM observation.
Results and discussions
Elemental composition of chicken feather fibers
The results of the elemental composition of the CFF (chicken feather fibers) utilized for this research is presented in Table 2.
Table 2. Elemental Composition of chicken feather fibers
|
Elemental Composition |
Mg |
Zn |
Fe |
Cu |
K |
C |
|
Amount (ppm) |
3.65 |
2.90 |
1.54 |
0.08 |
201.50 |
99.86 |
XRD results of the chicken feather fibers
The X-ray diffractograms of untreated and KOH treated brown chicken feather fibers are shown in Figure 2.
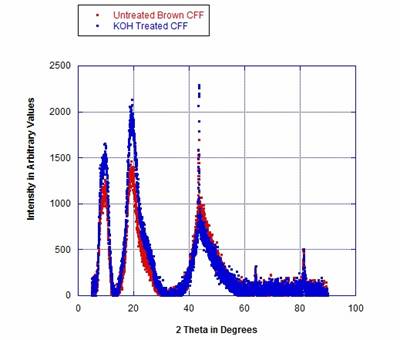
Figure 2. XRD results of the produced samples
The X-ray diffractograms results of the untreated and treated CFF are presented in Figure 2 and Table 3. It was observed from the results that the major crystalline peak of each sample occurred at around 2 theta is equivalent to 19.83º. The X-ray diffractograms show that the intensity of the crystallographic plane was increased significantly as a result of the alkaline treatment of the CFF.
|
|
(1) |
where Ic is the fibers crystallinity index, Ik is the maximum intensity of diffraction of the peak at a 2 theta angle of between 15º and 25º and Iam is the intensity of diffraction of the amorphous material, which is taken at a 2 theta angle between 13º and 18º where the intensity is at minimum [18].
The fibers crystallinity index (Ic) of the treated and untreated CFF samples were calculated using equation (1) in accordance Roncero et al. [19] and the results are summarized in Table 3. It should be noted that the crystallinity index is useful on a comparison basis as it is used to indicate the order of crystallinity rather than the crystallinity of crystalline regions [20]. It can be seen from Table 3 that the crystallinity index of CFF was improved by alkaline treatment. This might likely be due to better packing and stress relaxation of polypeptide chains resulting from the removal of other amorphous constituents (lipid 1% and water 8%) from the fibers, which possesses 91 % keratin [21].
Other well-defined peaks that were present on the X-ray diffractograms are at 2θ= 8.5º and 2θ = 45º, respectively. When the crystalline content is high, these two peaks are more pronounced but when the fibers exhibit large amounts of amorphous material (such as lipid and water), these two peaks are smeared and appeared as one broad peak. The peaks for KOH treated fibers are more pronounced when compared to untreated fibers, which show that the KOH treatment was responsible for the removal of a greater amount of amorphous content from the fibers.
Table 3. Crystallinity index of untreated and KOH treated brown chicken feather fibers
|
|
Iam (2θ = 15.11º) |
Ik (2θ = 19.83º) |
Crystallinity Index Ic (%) |
|
Untreated brown fibers |
40.2 |
1404.6 |
97.1 |
|
KOH treated brown fibers |
14.6 |
1997 |
99.3 |
SEM image of the chicken feather fibers
The SEM images of the brown CFF (chicken feather fibers) are shown in Figure 3.
Figure 3. Scanning electron microscopy results of brown chicken feather fibers
From Figure 3 (A) and (B), the SEM images of untreated and KOH treated brown CFF is shown. It is observed that the micro-fibrils are in twisted-helical form, which is likely, responsible for the improved mechanical properties for the developed composites. It was also seen from the images that the barbs showed branches known as barbules, which can enhance the resilience properties of the CFF. The cleave lines or striations along the fibers give rise to a certain surface roughness, which aid the enhancement of interfacial bonding strength. These features of the fibers make it a potential reinforcing material for composites development. From figure 3 (B), it was also observed that the micro-fibrils are twisted forming helix structures that resulted in good mechanical properties like the untreated fibers. However, it was observed that chemical treatment of CFF with KOH solution reduced the amount of lipids, threonine and serine that are responsible for the hygroscopic nature of the CFF, thereby, enhancing the aspect ratio of the fibers. In addition, the chemical treatment enhanced the fibers morphology and the stiffness by increasing the number of crystalline phases that are present within the fibers. These explained the reason why KOH CFF showed the best outcome when used as a reinforcing material for composites production.
Evaluation of stress strain behaviour of the developed composite samples
The results for the stress strain behavior of the developed composite samples are presented in Figures 4.
Figure 4. Stress - strain curves for the high density polyethylene composite reinforced with brown chicken feather fibers
The general observation is that the tensile deformation behaviour of the composites is similar to that of the unreinforced HDPE. It is clearly seen to progress in three well defined deformation stages; the elastic, followed by yielding and a region of plastic deformation. As shown in Figure 4, where the HDPE matrix was reinforced with both untreated and alkaline treated brown CFF, sample BFTK2 shows the highest maximum tensile stress value of 20.02 MPa followed by sample BFU2 with a maximum tensile stress value of 19.86 MPa which indicateed 13.69 % and 12.78 % enhancement when compared to the neat sample. The neat sample has a maximum tensile stress value of 17.61 MPa which is an indication that both the untreated and chemically treated CFF has enhanced mechanical properties of the produced composites.
Tensile properties of the developed composites
The results of the tensile properties are shown in Figure 5-6.
Figure 5. Variation of ultimate tensile strength of the developed composites with weight fraction of the chicken feather fibers in the composites and the neat sample
Figure 6. Variation of tensile modulus of the developed composites with weight fraction of the chicken feather fibers in the composites and the neat sample
Figure 5 showed the results of the ultimate tensile strength (UTS) for the developed composites and the neat samples. From the results, it was observed that the ultimate tensile strength of the developed composites from KOH treated fibers was better enhanced than those from the untreated fibers. In addition, it was observed that the UTS of the chemically treated CFF reinforced HDPE composites increased as the fibre content increased from 6-10 wt%. This shows that 6 wt% reinforcement was the optimum value for the enhancement of UTS by this treated fibre. The best in this regards was sample denoted as BFTK2 which was 2 wt % of KOH treated brown CFF reinforced HDPE with a value of 20.02 MPa followed by sample denoted as BFU2 with a value of 19.86 MPa. Analysis of the results showed that samples containing 2 wt% CFF have best results when compared to the neat sample that has a value of 17.61 MPa which culminated to about 13.69 % and 12.78 % enhancement in tensile strength.
Figure 6 shows the tensile modulus of the developed composite samples which indicates the stiffness of the produced composites. Contrary to the response of the materials to ultimate tensile strength in Figure 5, it was observed that all the developed composites have improved tensile modulus properties when compared to the neat sample. From the results, it was observed that sample designation BFTK10 exhibited the most superior tensile modulus value of 724.60 MPa followed by BFTK8 sample with a value of 704.44 MPa which are higher than the tensile modulus of the neat sample that has a value of 421.20 MPa. This implies 72 % improvement in the tensile modulus. It was also observed that the tensile modulus increased as the CFF content increased from 2-10 wt %. Chemically modified CFF indicated the best results in the entire weight fraction which may be as a result of the improved crytallinity index as presented in Table 3. This is an indication that the stiffness of the fibers enhanced the overall stiffness of the CFF reinforced composites.
Considering the weight fraction, low weight fraction is favourable for the development of CFF reinforced HDPE composites with good strength and stiffness. The work also showed that, tensile modulus was significantly enhanced when 10 wt % fibre content was used. This could be due to the fibers that are well dispersed in the matrix and without fibre coagulating that usually led to weak interfacial bonding strength.
Flexural properties of the developed composites
The results of the flexural properties are shown in Figures 7.
Figure 7. Variation of flexural strength of the developed composites with weight fraction of the chicken feather fibers in the composites and the neat sample
Figure 7 revealed the flexural strength for the developed composites. From the flexural strength results, it was observed that the behaviour tend to decrease from 2-4 wt% followed by an increase from 6-10 wt%. These suggested that the optimum weight fraction that can initiate the enhancement of the property is 2 wt% fibre content for the chemically modified CFF and 4 wt% fibre content for the unmodified fibers gave the best results. However, chemically modified BFTK2 sample followed by unmodified BFU4 sample have the values 19.68 MPa and 14.30 MPa respectively when compared to the neat sample with a value of 12.55 MPa.
SEM images of the neat and developed composites samples
The SEM images of the neat and developed HDPE based composites are presented in Figure 8.
Figure 8. SEM micrographs of the samples: A – Neat; B –Unmodified chicken fibre reinforced HDPE composite and C - Chemically modified chicken fibre reinforced HDPE composite
The SEM micrographs of the neat and developed composites are as shown in figure 8. The images obtained showed that the CFF were well dispersed within the HDPE matrix as a result of good compactibility and miscibility between both materials which promoted good bonding strength at the interface. In order to improve mechanical properties, a good impregnation and dispersion of the reinforcement is essential to transfer the load between both phases. In this case, the CFF are wetted by the HDPE and there are no voids surrounding the fibre phases.
Conclusion
The synthesized and characterized high density polyethylene based composites reinforced with brown chicken feather fibers revealed that the developed composites possessed better properties in all the properties considered when compared with the unreinforced high density polyethylene that functioned as the neat sample. From the results, it was found that chemical modification with KOH enhanced the percentage crystallinity index of the CFF which made the composite samples to possess the best mechanical properties.
Reference
1. Cheung H., Ho M., Lau K., Cardona F., Hui D., Natural Fibre-Reinforced Composites for Bioengineering and Environmental Engineering Applications, Composites: Part B, 2009, 40, p. 655-663.
2. Lau K. T., Cheung H. Y., Hui D. Natural Fiber Composites Preface, Composite Part B, 2009, 40, p. 591-593.
3. Bledzki A. K., Reihmane S., Gassan J., Properties and Modification Methods for Vegetable Fibers for Natural Fiber Composites, Journal of Applied Polymer Science, 1996, 59, p. 1329-1336.
4. Kinoshita H., Kaizu K., Fukuda M., Tokunaga H., Koga K., Ikeda K., Development Of Green Composite Consists of Woodchips, Bamboo Fibers and Biodegradable Adhesive, Composite Part B, 2009, 40, p. 607-612.
5. Zhan M., Wool R. P., Bio-Composites from Chicken Feathers and Plant Oils for Printed Circuit Boards, In: Presented In The 13th Annual Green Chemistry and Engineering Conference. College Park, Maryland, USA, 2009.
6. Hong C. K., Wool R .P., Development of a Bio-Based Composite Material from Soybean Oil and Keratin Fibers, Journal of Applied Polymer Science, 2005, 95, p. 1524-1538.
7. Uzun M., Sancak E., Patel I., Usta I., Akalın M., Yuksek M., Mechanical Behaviour of Chicken Quills and Chicken Feather Fibers Reinforced Polymeric Composites, Archives of Materials Science and Engineering, 2011, 52, p. 82-86.
8. Barone J. R., Schmidt W. F., Liebner F. E., Compounding and Molding of Polyethylene Composites Reinforced with Keratin Feather Fibre, Composites Science and Technology, 2005, 65, p. 683-692.
9. Bullions T. A., Hoffman D., Gillespie R. A., O’Brien J. P., Loos A. C., Contributions of Feather Fibers and various Cellulose Fibers to the Mechanical Properties of Polypropylene Matrix Composites, Composite Science and Technology, 2006, 66, p. 102-114.
10. Huda S., Yang Y., Composites from Ground Chicken Quill and Polypropylene, Composites Science and Technology, 2008, 68, p. 790-798.
11. Reddy N., Yang Y., Structure and Properties of Chicken Feather Barbs as Natural Protein Fibers, Journal of Polymers and the Environment, 2007, 15(2), p. 81-87.
12. Saravanan K., Dhurai B., Exploration on Amino Acid Content and Morphology Structure in Chicken Feather Fibre, Journal of Textile and Apparel Technology and Management, 2012, 7(2), p. 1-6.
13. Cheng S., Lau K. T., Liu T., Zhao Y. Q., Lam P. M., Yin Y. S., Mechanical and Thermal Properties of Chicken Feather Fiber/PLA Green Composites, Composite Part B-Engineering, 2009, 40(7), p. 650-654.
14. Huda S., Yang Y. Q. Composites from Ground Chicken Quill and Polypropylene. Composite Science Technology, 2008, 68 (3-4), p. 790-798.
15. Martinez-Hernandez A. L., Velasco-Santos C., de-Icaza M., Castano V. M., Dynamical- Mechanical and Thermal Analysis of Polymeric Composites Reinforced with Keratin Biofibers from Chicken Feathers, Composites B, 2007, 38(3), p. 405-410.
16. American Society of Testing and Materials, Standard Test Method for Tensile Property of Polymer Matrix Composite Materials, Philadelphia, USA.ASTM D3039M-08.
17. American Society of Testing and Materials, Standard test method for flexural property of polymer matrix composite materials, Philadelphia, USA. ASTM D7264M-07.
18. Tserki V., Zafeiropoulos N. E., Simon F., Panayiotou C., A Study of the Effect of Acetylation and Propionylation Surface Treatments on Natural Fibers, Composite A: Application Science Manufacture, 2005, 36(8), p. 1110-1118.
19. Roncero M. B., Torres A. L., Colom J. F., Vidal T., The Effect of Xylanase on Lignocellulosic Components during the Bleaching of Wood Pulps, Biores. Technol., 2005, 96(1), p. 21-30.
20. Ouajai S., Shanks R. A., Composition, Structure and Thermal Degradation of Hemp Cellulose after Chemical Treatments, Polymer Degradation Stabilization, 2005, 89(2), p. 327-335.
21. Lederer R. Integument, Feathers, and Molt, Ornithology: The Science of Birds, http://www.ornithology.com/lectures/Feathers.html (accessed 6/23/2015).